As Melhores Práticas para Utilização e Manutenção de Máquinas de Fusão em Fibra Óptica Baseado na Metodologia Fiberskills
Utilização e Manutenção de Máquinas de Fusão
Marcos Pereira dos Santos¹, José Augusto Andrade Filho², Cauã Reimond de Lima Almeida³, Maria Isabel Tavares Silva4, Cândido Eduardo Souza Paulino5, Michel Silva6, Cesar Mendonça7
1-6 (Instituto Federal, Brasil)
7 (Lancore Academy)
Com a consolidação expressiva do uso das fibras ópticas nos sistemas de telecomunicações é possível perceber que há uma necessidade expressiva de profissionais especializados e qualificados para lidar com as instalações e manutenções, garantindo desempenho e qualidade nas transmissões de dados, voz e vídeo nos sistemas de comunicação. O Programa FIBERSKILLS da empresa Lancore, em parceria com Instituto Federal de Sergipe – Campus Itabaiana, através de projeto de pesquisa e extensão avaliou e definiu melhores técnicas e práticas para utilização e manutenção de máquinas de fusão em fibra e clivadores que são ferramentas fundamentais para que se obtenham fusões nos cabos de fibra óptica garantindo índice de perda abaixo de 0,2 dB.
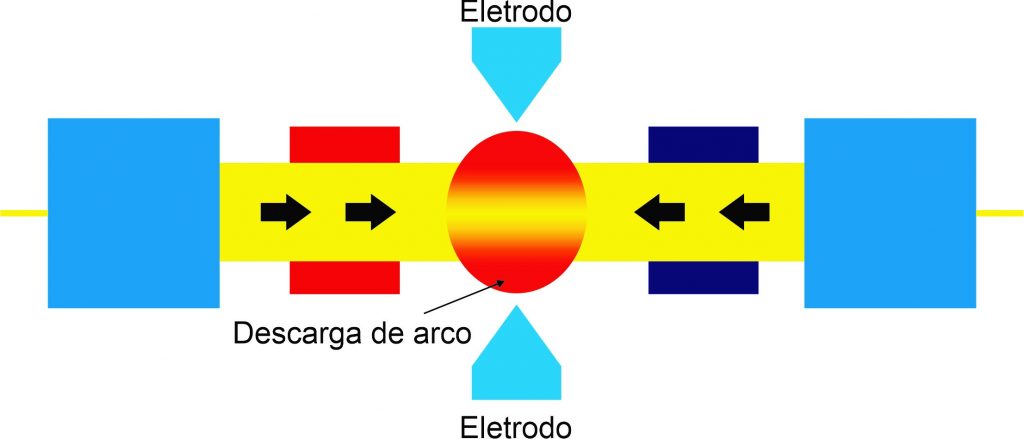
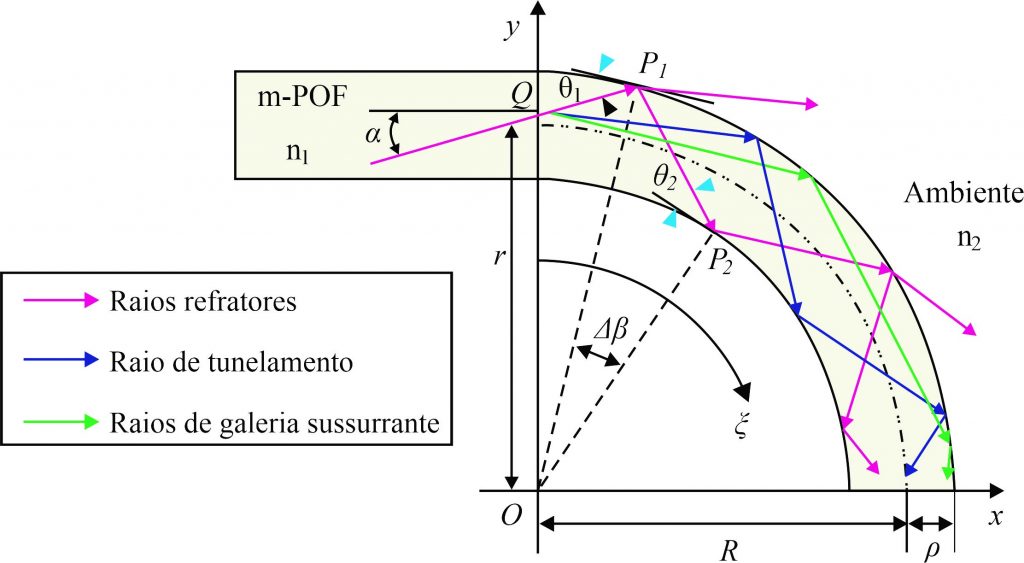
Mas o que é fusão? A fusão de fibra óptica (FSM – Fiber Splicer Machine) se dá a partir da ação de um arco voltaico e constitui atualmente o principal meio de soldagem e possui as vantagens de obter alta concentração de calor com altas temperaturas em pequeno espaço de forma que a zona calorífica fica muito restrita. Permite o uso de qualquer atmosfera gasosa, que quando neutra, proporciona menor contaminação do processo de fusão. Para que seja possível a fusão das fibras é necessária a utilização de uma “Máquina de Emenda Óptica” na qual as duas fibras são alinhadas frente a frente, mantendo-se uma pequena distância entre as elas e a fibra é introduzida na máquina de fusão, limpa e clivada, para, após o preciso alinhamento, ser submetida a um arco voltaico que eleva a temperatura nas faces das fibras, provocando o seu derretimento e a sua soldagem.
Processos de Emenda por Arco Voltaico
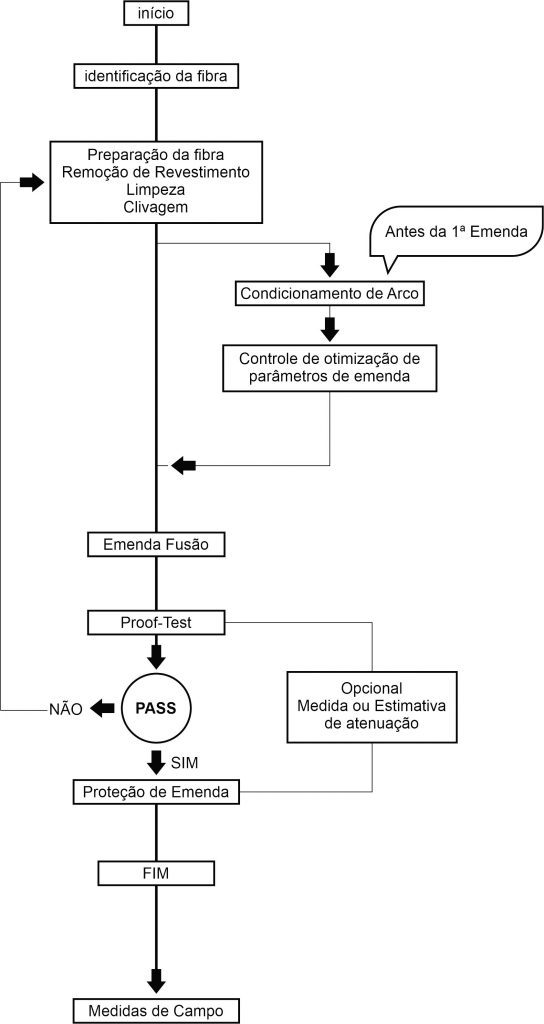
1. Pré-fusão – A FSM promove a descarga de arco para limpar sujeira persistente.
2. Medidas de ângulo – A FSM identifica ângulos de clivagem e rejeita ângulos elevados que poderiam resultar em emenda de baixa qualidade. Os limiares de ângulo podem ser alterados no menu de edição da FSM.
3. Alinhamento da fibra – A FSM movimenta as fibras, e por meio das câmeras verifica se os ângulos estão corretos. Uma vez detectado angulo elevado, a mensagem de erro será exibida.
4. Fusão – A FSM efetua a descarga de arco de fusão unindo as duas fibras.
5. Teste de tensionamento – Nesta fase será realizada a confirmação da emenda.
6. Estimativa de perda da emenda – Algumas FSMs exibem a perda estimada da emenda com base na inspeção visual da qualidade da emenda por meio de câmeras.
7. Luva de proteção da emenda – A luva de proteção deverá ser posicionada em uma das fibras antes do processo de emenda. Após a emenda a luva de proteção será movida para a posição da emenda e colocada no forno de termo retração para definitivamente proteger a emenda.
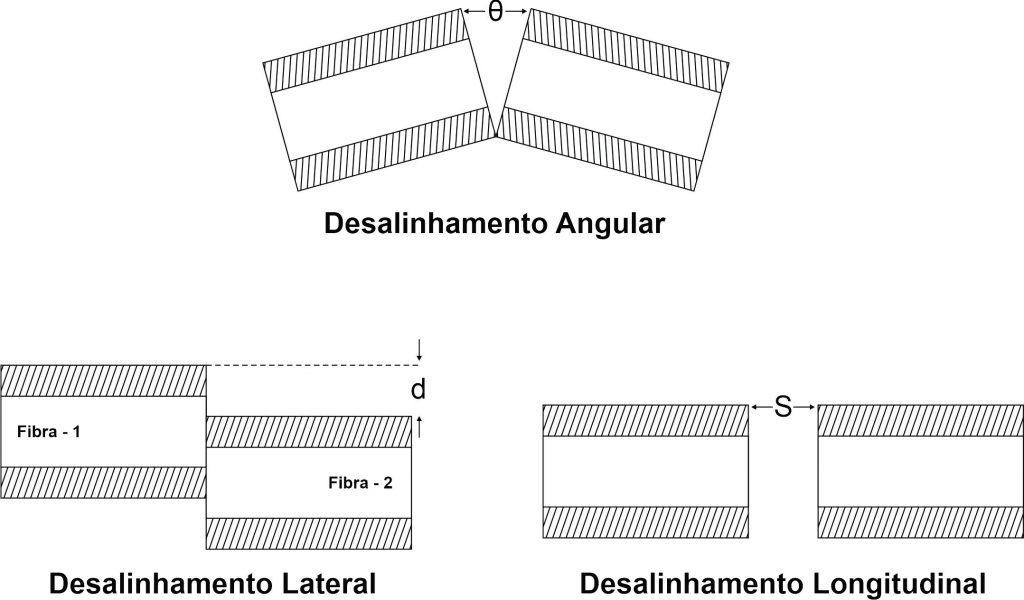
Desalinhamento de Fibras Ópticas
O alinhamento das fibras é uma questão fundamental para que obtenha uma excelente fusão, sendo que esse alinhamento pode ser realizado pela máquina de fusão através do núcleo para as fibras monomodo sendo essa condição ideal por proporcionar uma precisão no processo da emenda.
Métodos e Técnicas de Alinhamento
O alinhamento passsivo da fibra é um processo que pode ser realizado pela casca ou V-Groove Fixo pode ser utilizado quando se trata de fibra de um mesmo padrão ou fabricante por dependerem da concentricidade da casca para que possam ser alinhadas em V-Groove fixo ao longo do eixos X e Y, o único movimento das fibras ocorre ao longo do eixo Z em que a FSM aproxima as fibras.
O alinhamento por casa, embora essa tecnologia tenha um custo menor, sua eficácia pode ser comprometida por inúmeros fatores. Uma máquina de alinhamento por casca geralmente utiliza uma câmera (às vezes duas) e dois motores, confiando na qualidade operacional das V-Grooves (esquerda e direita) que devem estar perfeitamente alinhadas (eixos X e Y) e na concentricidade da casca para que os motores juntem as fibras ao longo do eixo Z, realizando assim a emenda.
A vantagem deste método é que a tecnologia é de baixo custo e o alinhamento e emenda são mais rápidos, por isso ainda é utilizado em algumas máquinas de fusão.
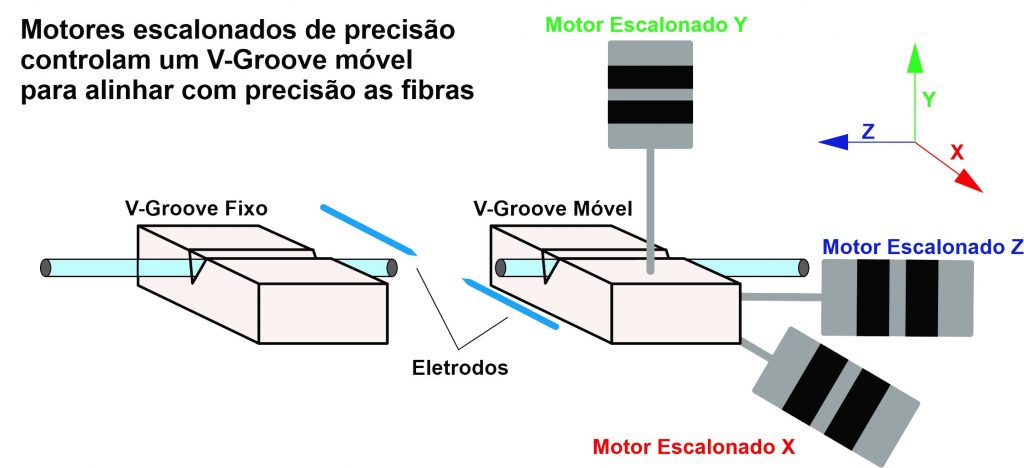
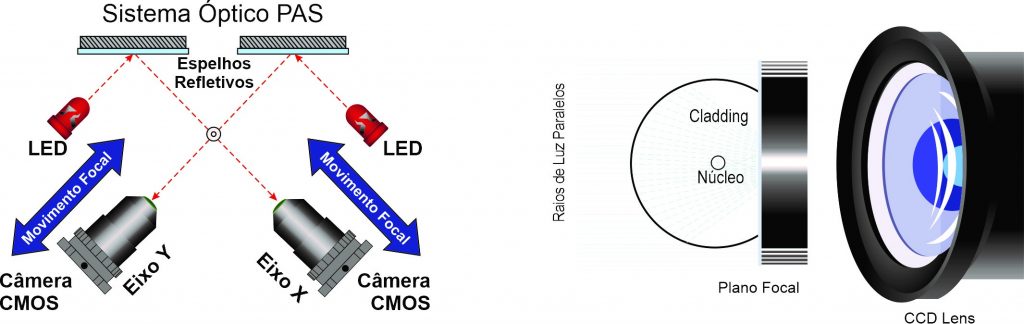
O alinhamento por Núcleo PAS é indicado para todas as fibras: monomodo e multimodo, fibra boa e fibra ruim, e quando houver necessidade de realizar a junção de fibra antiga com fibra de fabricação recente. Este método emprega o CDS – Core Detection System também conhecido como PAS – Profile Alignment System.
A FSM utiliza vários métodos para visualizar as fibras durante o processo de alinhamento. Neste método utiliza motores precisamente controlados para mover as fibras ao longo dos eixos X (horizontal), Y (vertical) e Z (interno e externo) até que eles estejam alinhados.
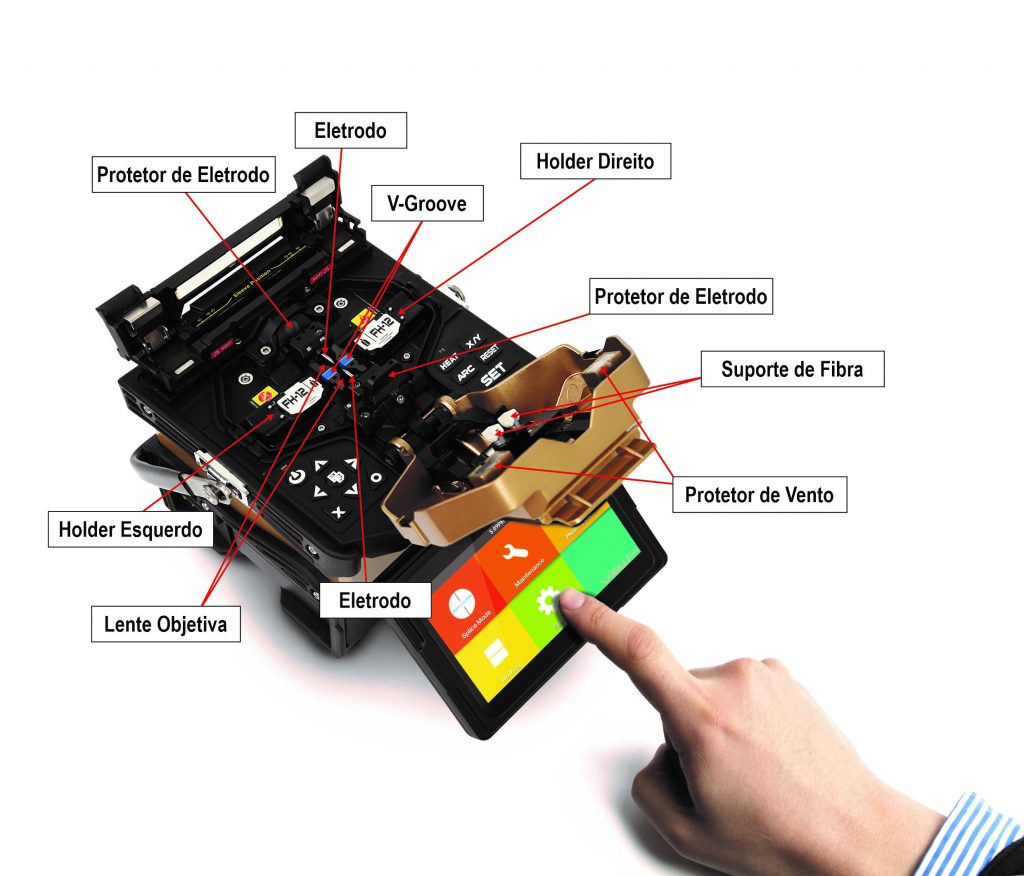
Sujeira e poeira no V-Groove
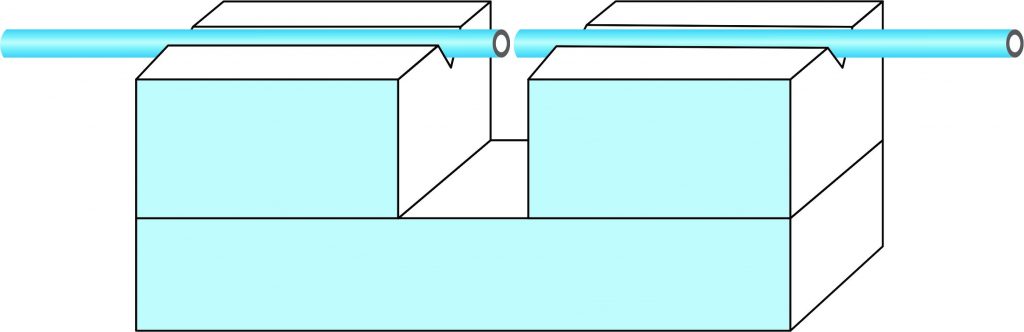
Responsável pelo alinhamento das fibras na máquina de fusão, o V-Groove pode ser fixo ou móvel e tem o formato de um “V” para melhor acomodação da fibra na hora da fusão, a vantagem do V-Groove ativo (móvel) é que minimiza as perdas para até 0,01dB a depender do fabricante da máquina.
A sujeira no V-Groove agrava ainda mais os problemas para o alinhamento da fibra, para minimizar, pode ser feira a retirada da sujeira no V-Groove bem com a higienização Incompleta do revestimento da fibra possibilitando a acomodação da fibra numa posição adequada de alinhamento.
Se a fibra ou a máquina de fusão estiver contaminada com poeira ou sujeira, a emenda resultante estará sujeita a perdas mais elevadas, além do risco de ocorrem falhas na FSM durante o processo.
É impossível eliminar toda a sujeira e poeira onde a emenda é realizada, mas o técnico tem a responsabilidade de limpar e cuidar da FSM como recomendado pelo fabricante. Se a fusão for feita com as devidas precauções relacionadas a limpeza e manutenção preventiva da máquina, obviamente irá diminuir as perdas de junção da fibra e aumentar o tempo de vida da máquina de fusão.
Com o passar do tempo, a V-Groove poderá ficar danificada (lascada ou marcada) devido ao uso impróprio, ausência de limpeza e negligência. Não se devem utilizar objetos pontiagudos para limpeza apenas pincel e bastonete de algodão e o alinhamento relativo da V-Groove pode ser comprometido e por conseqüência ocorrerão altas perdas.
O alinhamento de núcleo LID usa “injeção e detecção local” de luz. A luz é acoplada na fibra por meio da incidência de uma luz intensa (LED ou laser) na parte externa da fibra nos pontos de maior curvatura, de modo que alguma luz seja acoplada para dentro do núcleo. A existência de macrobending (curva) faz com que as perdas sejam medidas por um fotodetector, proporcionando assim uma indicação relativa da transmissão de luz através da emenda.
Processos de Emenda por Arco Voltaico
O processo de emenda por arco voltaico ocorre com a obtenção da diferença de potencial entre os dois eletrodos de metal da máquina de fusão. As variáveis que devem ser observadas para este processo são:
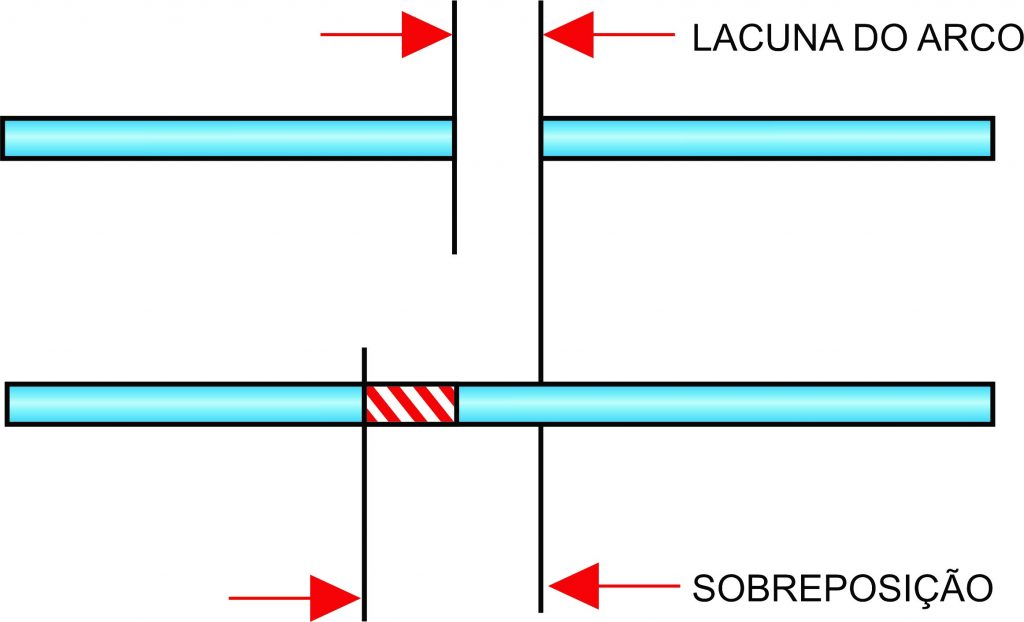
OVER LAP (micrômetros, mm) • É a medida referencial para deslocamento que deve ocorrer entre a fibra da esquerda e direita no momento da descarga do arco voltaico.
ARC GAP (micrômetros, mm) • Arc gap é a distância entre as fibras (esquerda e direita) antes do processo de fusão (descarga de arco).
TEMPO DE FUSÃO (segundos) • É o período de duração do arco de fusão do início à conclusão da descarga de arco.
TEMPO DE PRÉ-FUSÃO (segundos) • É a duração do Pré-Arco que realiza a limpeza das fibras antes de realizar o alinhamento.
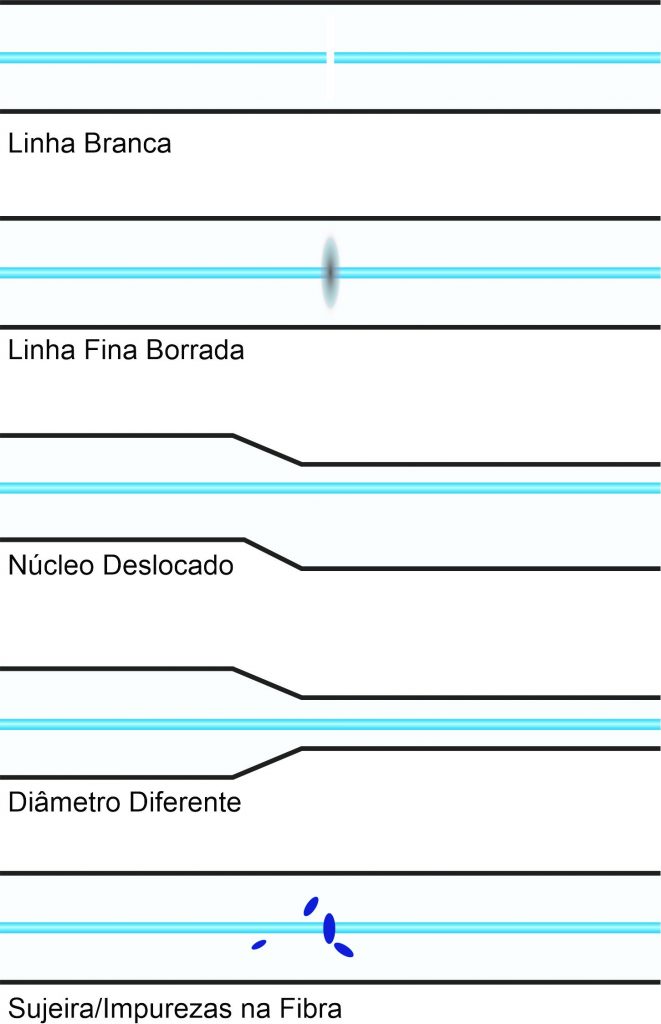
Emendas de qualidade aceitável
A inspeção visual após a emenda exibirá os resultados disponíveis nos eixos X e Y. As emendas exibidas na figura abaixo possuem falhas algumas falhas aceitáveis que não afetarão a transmissão óptica, sendo que algumas fibras (dopadas de flúor ou revestidas por titanium) podem causar linhas brancas ou pretas, mas que não representam falhas propriamente.
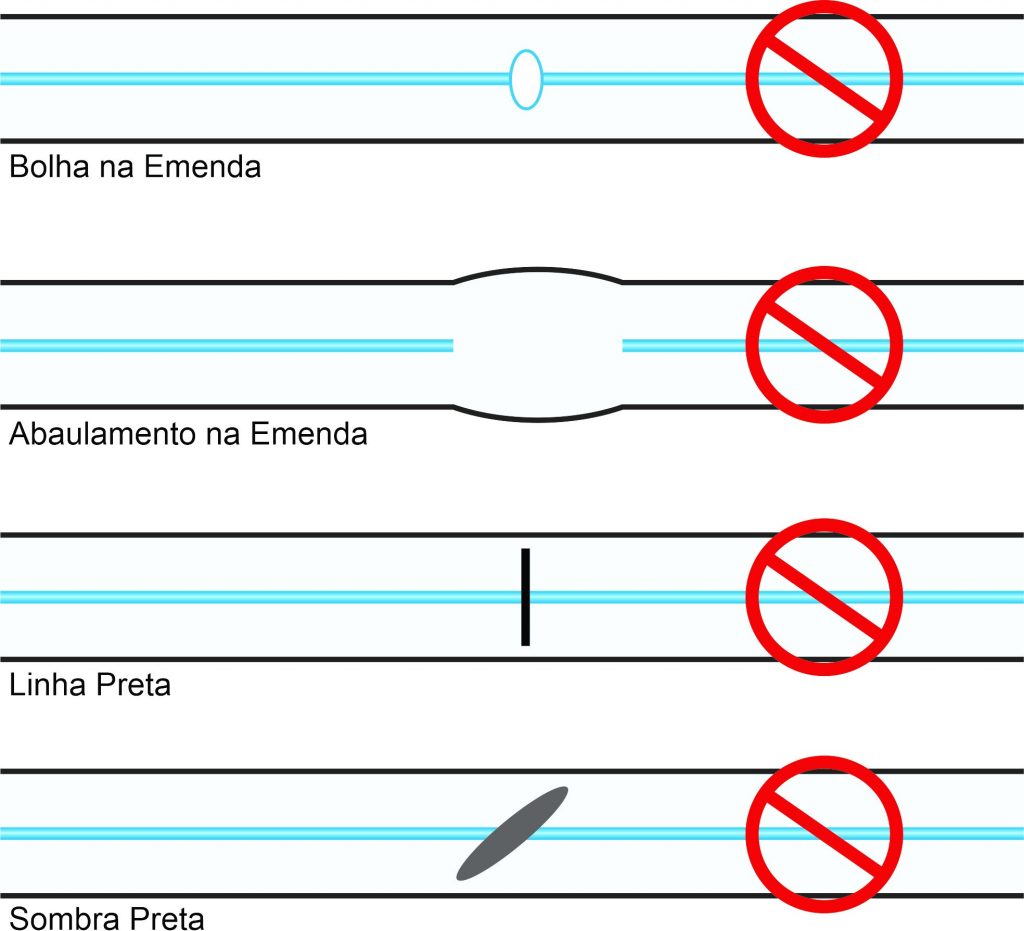
Emendas inaceitáveis
Algumas emendas possuem qualidades inaceitáveis e são geralmente causados por problemas de grandes deslocamentos de núcleo da fibra causando bolhas ou abaulamento de emendas sendo obrigatório refazer o processo de emenda. Algumas falhas, como linhas ou pontos pretos podem ser melhoradas por uma nova descarga de arco voltaico, mas nunca mais que duas vezes.
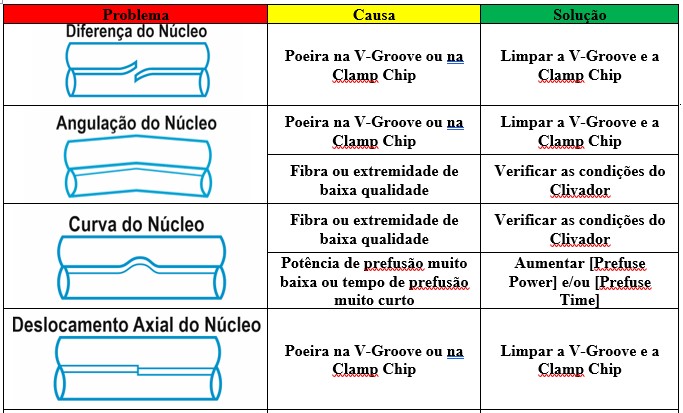
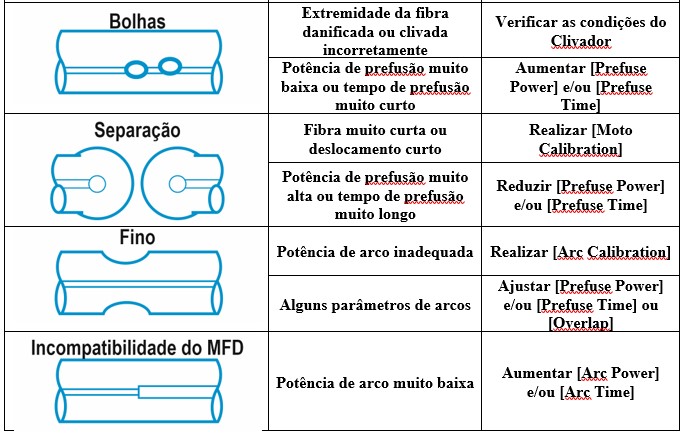
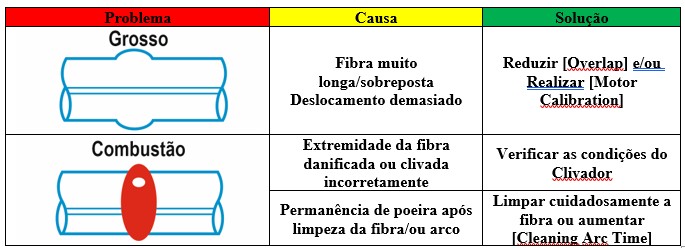
Troubleshooting
Muitos dos problemas encontrados em uma fusão podem ser corrigidos no processo de limpeza e configuração da máquina de fusão e ou limpeza da fibra ou clivador.
Ótimo trabalho!
Após perder muito tempo na internet encontrei esse blog
que tinha o que tanto procurava.
Gostei muito.
Meu muito obrigado!!!